蘇州全自動精密模具有幾種
模具具有特定的輪廓或內腔形狀,應用具有刃口的輪廓形狀可以使坯料按輪廓線形狀發生分離(沖裁)。應用內腔形狀可使坯料獲得相應的立體形狀。模具一般包括動模和定模(或凸模和凹模)兩個部分,二者可分可合。分開時取出制件,合攏時使坯料注入模具型腔成形。模具是精密工具,形狀復雜,承受坯料的脹力,對結構強度、剛度、表面硬度、表面粗糙度和加工精度都有較高要求,模具生產的發展水平是機械制造水平的重要標志之一。模具種類很多根據加工對象和加工工藝可分為:①加工金屬的模具。精密注塑模具是用精密的加工方法批量生產某些形狀復雜部件。蘇州全自動精密模具有幾種

注射吹 塑中空成型的優點是型坯的壁厚均勻、無飛邊,由于注射型坯有底面,因此中空制品的底部不會產生拼和縫,不僅美觀而且強度高。缺點是所用的成型設備和模具價格貴,故這種成型方法多用于小型中空制品的大批量生產上,在使用上沒有擠出吹塑中空成型方法***。(6)壓鑄成型模具壓鑄成型模具又稱傳遞成型模具。將塑料原料加入預熱的加料室,然后向壓柱施加壓力,塑料在高溫高壓下熔融,并通過模具的澆注系統進入型腔,逐漸硬化成型,這種成型方法叫作壓鑄成型,所用的模具叫壓鑄成型模具。這種模具多用于熱固性塑料的成型。相城區購買精密模具按需定制精密模具是指用于制造高精度零部件的模具,廣泛應用于塑料、金屬、陶瓷等材料的成型加工。

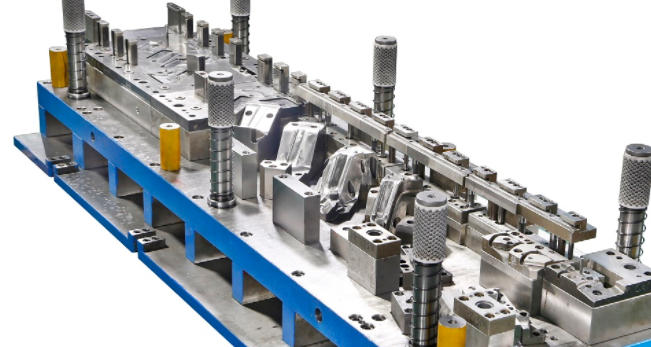
4. 壓料螺栓與彈簧單元(1)、壓料螺栓單元:壓料板螺栓之種類有:(A).外螺絲型,(B).套筒型,(C).內螺絲型。為保持壓料板于指定位置平行狀態,壓料螺栓之停止方法(肩部接觸部位):(A).模座凹穴承受面,(B).沖頭固定板頂面,(C).沖頭背板頂面。(2)、壓料彈簧單元:可動式壓料板壓料彈簧單元可大致分為:(A).單獨使用型,(B).與壓料螺栓并用型選擇壓料彈簧單元時比較好考慮下列要點再決定之:(A)、確保彈簧之自由長度及必要的壓縮量 (壓縮量大之彈簧宜置于壓料板凹穴)。(B)、初期的彈簧壓縮量 (預壓縮量) 或荷重之調整有無必要。
1)ESI(Earlier Supplier Involvement 供應商早期參與):此階段主要是客戶與供應商之間進行的關于產品設計和模具開發等方面的技術探討,主要的目的是為了讓供應商清楚地領會到產品設計者的設計意圖及精度要求,同時也讓產品設計者更好地明白模具生產的能力,產品的工藝性能,從而做出更合理的設計。2)報價(Quotation):包括模具的價格、模具的壽命、周轉流程、機器要求噸數以及模具的交貨期。(更詳細的報價應該包括產品尺寸重量、模具尺寸重量等信息。)材料是決定精密模具性能和壽命的關鍵因素之一。
(2)硬模內模件所采用的鋼板,買回來后需要進行熱處理,如淬火滲碳,才能達到使用的要求,這樣的注塑模叫硬模,如內模件采用H13鋼,420鋼,S7鋼。(3)軟模(44HRC 以下)內模件所采用的鋼材,買回來后不需要進行熱處理,就能達到使用的要求,這樣的注塑叫軟模。如內模件采用P20鋼,***鋼,420鋼,NAK80,鋁,鈹銅。原理基本原理:雙射成型主要以雙射成型機兩只料管配合兩套模具按先后次序經兩次成型制成雙射產品。工作步驟:1.A原料經A料管射入1次成型模制成單射產品A。隨著技術的不斷進步和需求的不斷增加,精密模具制造將迎來更加廣闊的發展前景。蘇州全自動精密模具有幾種
注射速度:注射速度是精度注塑機的一個重要指標。蘇州全自動精密模具有幾種
3)訂單(Purchase Order):客戶訂單、訂金的發出以及供應商訂單的接受。4)模具生產計劃及排工安排(Production Planning and Schedule Arrangement):此階段需要針對模具的交貨的具體日期向客戶作出回復。5)模具設計(Design):可能使用的設計軟件有Pro/Engineer、UG、Solidworks、AutoCAD、CATIA等6)采購材料7)模具加工(Machining):所涉及的工序大致有車、鑼(銑)、熱處理、磨、電腦鑼(CNC)、電火花(EDM)、線切割(WEDM)、坐標磨(JIG GRINGING)、激光刻字、拋光等。蘇州全自動精密模具有幾種
蘇州歐尚德精密機械有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同歐尚德供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 工業園區購買工裝夾具選擇 2025-09-17
- 工業園區一體化精密模具選擇 2025-09-17
- 江蘇購買感應式編碼器報價 2025-09-17
- 高新區銷售感應式編碼器設備廠家 2025-09-17
- 張家港一體化精密模具推薦廠家 2025-09-17
- 蘇州一體化感應式編碼器市場價 2025-09-17
- 虎丘區本地感應式編碼器維保 2025-09-17
- 蘇州全自動精密模具市場價 2025-09-17
- 張家港本地工裝夾具維保 2025-09-17
- 虎丘區便捷式精密模具選擇 2025-09-17
- 上海附近哪里有密球面研磨機 2025-09-17
- 江西雙唇骨架油封生產廠家 2025-09-17
- 安徽進口友聯YuLien油泵市場價格 2025-09-17
- 吳江區直銷彎管機廠家現貨 2025-09-17
- 嘉定區國產噸桶自動清洗設備 2025-09-17
- 云南管管氬弧焊機管道自動焊機哪家好 2025-09-17
- 安徽車間定制升降平臺設計 2025-09-17
- 河南鈦鎳總管誠信合作 2025-09-17
- 直流無刷 電機訂做費用 2025-09-17
- 安徽微型超聲波端子機服務熱線 2025-09-17