常熟一體化精密模具市場價
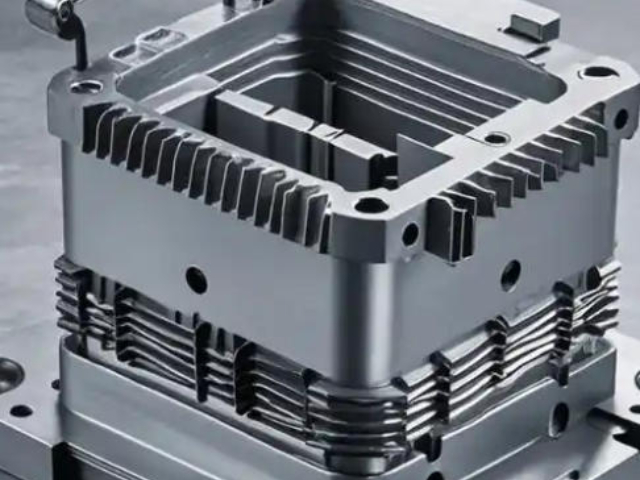
精密注塑模具是一種通過高壓將熔融樹脂注入金屬模腔,經(jīng)冷卻固化后成型精密制品的裝置。其**結(jié)構(gòu)包括主流道、分流道、澆口以及冷卻控溫系統(tǒng),成型過程涵蓋射料、保壓、冷卻和頂出等階段。該技術(shù)需選用力學(xué)性能穩(wěn)定的工程塑料與**注塑設(shè)備,并嚴格控制模具公差、材料收縮率及工藝參數(shù)以實現(xiàn)高精度要求 [1]。該技術(shù)采用快速制模工藝縮短生產(chǎn)周期,適用于小批量試制及精密零部件制造,關(guān)鍵環(huán)節(jié)涉及模溫控制、防變形設(shè)計與精密加工。目前國內(nèi)高精度模具半數(shù)以上依賴進口,**技術(shù)集中于材料適配性優(yōu)化、模流分析及精密成型工藝的系統(tǒng)集成,產(chǎn)品廣泛應(yīng)用于復(fù)雜結(jié)構(gòu)工業(yè)零件生產(chǎn)。精密模具在使用過程中需要定期維護和保養(yǎng),以延長其使用壽命和保持加工精度。常熟一體化精密模具市場價

(4)、導(dǎo)引銷單元有直接型,其裝設(shè)于沖頭內(nèi),主要用于外形沖切(下料加工) 或引伸工程之切邊加工,其位置定位系利用制品之孔及引伸部內(nèi)徑。6. 導(dǎo)料單元(1)、外形沖切 (下料加工) 或連續(xù)沖壓加工時,為使被加工材料之寬度方向受到導(dǎo)引及得到正確的送料節(jié)距,乃使用導(dǎo)料單元。(2)、料條寬度方向之導(dǎo)引裝置,導(dǎo)引方式有:(A).固定板導(dǎo)引銷型,(B).可動導(dǎo)引銷型,(C).板隧道導(dǎo)引型 (單塊板),(D).板導(dǎo)引型 (兩塊構(gòu)成),(E).升料銷導(dǎo)引型 (有可動式、固定式及兩者并用之。張家港一體化精密模具報價汽車制造:用于制造汽車零部件,如發(fā)動機缸體、缸蓋、變速器殼體、汽車內(nèi)飾件等。

(3) 熱流道模具:此類模具結(jié)構(gòu)與細水口大體相同,其比較大區(qū)別是流道處于一個或多個有恒溫的熱流道板及熱唧嘴里,無冷料脫模,流道及澆口直接在產(chǎn)品上,所以流道不需要脫模,此系統(tǒng)又稱為無水口系統(tǒng),可節(jié)省原材料,適用于原材料較貴、制品要求較高的情況,設(shè)計及加工困難,模具成本高。 熱流道系統(tǒng),又稱熱澆道系統(tǒng),主要由熱澆口套,熱澆道板,溫控電箱構(gòu)成。我們常見的熱流道系統(tǒng)有單點熱澆口和多點熱澆口二種形式。單點熱澆口是用單一熱澆口套直接把熔融塑料射入型腔,它適用單一腔單一澆口的塑料模具;多點熱澆口是通過熱澆道板把熔融料分枝到各分熱澆口套中再進入到型腔,它適用于單腔多點入料或多腔模具。
12. 高度停止塊單元高度停止塊單元之主要作用是正確地決定上模之下死點位置,其形式有下列兩種:(A).沖壓加工時亦經(jīng)常接觸之方式,(B).組裝時才接觸,沖壓加工時不接觸之方式。還有,當(dāng)模搬運、保管時,為防止上模與下模之接觸,比較好于上模與下模之間置入隔塊。當(dāng)精度要求無必要時,其使用標準可采用螺絲調(diào)整型。主要元件1. 標準部品及規(guī)格模具用標準規(guī)格之選擇方法比較好考量下列事項:(A).使用的規(guī)格內(nèi)容不受限制時,比較好采用比較高層者。(B).原則上采用標準數(shù)。(C).模具標準部品無此尺寸時,采用**接近者再進行加工。對于塑料精密模具,常用的材料有P20、718H、NAK80等鋼材。
回料的使用成形品中的主流道和分流道并不是產(chǎn)品,有時會被丟棄或粉碎后作為成型材料再度使用。我們將它稱之為回料。回料一般不作為成型材料被單獨使用,通常是與新料混配后使用。這是因為經(jīng)過一次成型后,樹脂的機械性能,流動性,顏色等各種特性都會發(fā)生變化。精密注塑成型是指注塑制品的外型精度應(yīng)滿足嚴格的尺寸公差、形位公差和表面粗糙度。要進行精密注塑必須有許多相關(guān)的條件,而**本質(zhì)的是塑料材料、注塑模具、注塑工藝和注塑設(shè)備這四項基本因素。事實上為了控制模具的溫度,在模具上還有使冷媒通過的冷卻孔,加熱器等裝置。常熟一體化精密模具市場價
精密注塑模快速制造技術(shù)。3.精密注塑成型技術(shù) 。常熟一體化精密模具市場價
4. 壓料螺栓與彈簧單元(1)、壓料螺栓單元:壓料板螺栓之種類有:(A).外螺絲型,(B).套筒型,(C).內(nèi)螺絲型。為保持壓料板于指定位置平行狀態(tài),壓料螺栓之停止方法(肩部接觸部位):(A).模座凹穴承受面,(B).沖頭固定板頂面,(C).沖頭背板頂面。(2)、壓料彈簧單元:可動式壓料板壓料彈簧單元可大致分為:(A).單獨使用型,(B).與壓料螺栓并用型選擇壓料彈簧單元時比較好考慮下列要點再決定之:(A)、確保彈簧之自由長度及必要的壓縮量 (壓縮量大之彈簧宜置于壓料板凹穴)。(B)、初期的彈簧壓縮量 (預(yù)壓縮量) 或荷重之調(diào)整有無必要。常熟一體化精密模具市場價
蘇州歐尚德精密機械有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領(lǐng)員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區(qū)的機械及行業(yè)設(shè)備行業(yè)中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發(fā)展奠定的良好的行業(yè)基礎(chǔ),也希望未來公司能成為*****,努力為行業(yè)領(lǐng)域的發(fā)展奉獻出自己的一份力量,我們相信精益求精的工作態(tài)度和不斷的完善創(chuàng)新理念以及自強不息,斗志昂揚的的企業(yè)精神將**歐尚德供應(yīng)和您一起攜手步入輝煌,共創(chuàng)佳績,一直以來,公司貫徹執(zhí)行科學(xué)管理、創(chuàng)新發(fā)展、誠實守信的方針,員工精誠努力,協(xié)同奮取,以品質(zhì)、服務(wù)來贏得市場,我們一直在路上!
- 工業(yè)園區(qū)購買工裝夾具選擇 2025-09-17
- 工業(yè)園區(qū)一體化精密模具選擇 2025-09-17
- 江蘇購買感應(yīng)式編碼器報價 2025-09-17
- 高新區(qū)銷售感應(yīng)式編碼器設(shè)備廠家 2025-09-17
- 張家港一體化精密模具推薦廠家 2025-09-17
- 蘇州一體化感應(yīng)式編碼器市場價 2025-09-17
- 虎丘區(qū)本地感應(yīng)式編碼器維保 2025-09-17
- 蘇州全自動精密模具市場價 2025-09-17
- 張家港本地工裝夾具維保 2025-09-17
- 虎丘區(qū)便捷式精密模具選擇 2025-09-17
- 嘉定區(qū)國產(chǎn)噸桶自動清洗設(shè)備 2025-09-17
- 云南管管氬弧焊機管道自動焊機哪家好 2025-09-17
- 安徽車間定制升降平臺設(shè)計 2025-09-17
- 河南鈦鎳總管誠信合作 2025-09-17
- 直流無刷 電機訂做費用 2025-09-17
- 安徽微型超聲波端子機服務(wù)熱線 2025-09-17
- 半導(dǎo)體真空腔體供應(yīng) 2025-09-17
- 浙江二手井式滲碳爐性能 2025-09-17
- 浙江立式研磨機哪里好 2025-09-17
- 福建冷庫工廠 2025-09-17