河南塑料熱熔焊接機報價
定期維護電氣系統檢查:每月至少進行一次電氣系統檢查。檢查電線是否有破損、老化現象,接線端子是否松動。用萬用表測量電氣元件的電阻值和絕緣電阻,確保電氣系統正常工作。同時,清理電氣柜內的灰塵,保持良好的散熱環境。傳感器校準:每季度對設備上的溫度傳感器、壓力傳感器、位移傳感器等進行校準。使用標準儀器對傳感器進行比對測試,調整傳感器的零點和量程,確保傳感器測量的準確性。傳感器的準確性直接影響到設備的控制精度,因此必須定期進行校準。機械部件檢修:每半年對設備的機械部件進行全方面檢修。檢查熔接頭的磨損情況,如有磨損嚴重的情況,應及時更換。檢查移動機構的導軌和滑塊是否有磨損和變形,必要時進行修復或更換。對傳動皮帶、鏈條等易損件進行檢查,如有裂紋或松弛現象,應予以更換。品質熱熔焊接機供應就選世旼偉德(無錫)機械制造有限公司,需要電話聯系我司哦!河南塑料熱熔焊接機報價

在當今競爭激烈的全球制造業格局中,企業為了在市場中占據有利地位,不斷追求更高的生產效率、更低的成本以及更質優的產品。傳統的熔接方式往往依賴大量的人工操作,不僅效率低下,而且難以保證熔接質量和一致性,尤其是在面對復雜形狀和多角度的熔接需求時,更是面臨著巨大的挑戰。全自動多角度熔接機的出現,完美地解決了這些問題,它融合了先進的機械設計、自動控制技術、傳感技術和材料科學,能夠實現對各種工件在不同角度下的高精度、高效率熔接,成為現代精密制造領域不可或缺的關鍵設備。從汽車制造到航空航天,從電子設備到醫療器械,從日常消費品到大型基礎設施建設,全自動多角度熔接機的應用越來越普遍,正深刻地改變著各個行業的生產方式和產品質量標準。廣東石油熱熔焊接機定制需要品質熱熔焊接機供應建議您選擇世旼偉德(無錫)機械制造有限公司。
加壓裝置的作用是在材料熔融后施加一定壓力,促進分子擴散融合,確保接頭強度。根據動力來源不同,可分為手動加壓、氣動加壓、液壓加壓與伺服電機加壓四種方式。手動加壓適用于小型手持式設備,壓力大小由操作人員控制,精度較低(誤差 ±0.5MPa);氣動加壓采用壓縮空氣驅動,壓力調節范圍 0.1-1MPa,響應速度快(≤0.1s),適合批量生產;液壓加壓可提供更大的壓力(1-50MPa),輸出力穩定,適用于厚板或強高度材料的焊接;伺服電機加壓通過精密絲杠結構實現壓力調節,控制精度可達 ±0.01MPa,且能實現壓力的線性變化,在高精度焊接中應用普遍。加壓過程的壓力曲線對焊接質量至關重要,先進設備可預設多段壓力參數(如預壓、熔壓、保壓階段),例如在塑料管道焊接中,預壓階段施加 0.2MPa 壓力確保材料與加熱板緊密接觸,熔壓階段壓力增至 0.5MPa 促進融合,保壓階段壓力降至 0.3MPa 直至冷卻定型。
熱熔焊接機是利用熱塑性材料的熱熔融特性,通過加熱裝置將待連接材料的接觸面加熱至熔融狀態,再施加一定壓力使熔融部分充分融合,冷卻后形成牢固接頭的一種焊接設備。其重心原理基于熱塑性材料的物理特性 —— 當溫度升高至熔點以上時,材料分子鏈運動加劇,呈現粘性流動狀態,此時在壓力作用下,接觸面的分子可相互擴散滲透,冷卻后形成分子間的穩定結合,從而實現材料的連接。與其他焊接技術(如超聲波焊接、激光焊接)相比,熱熔焊接機具有三個明顯特點:一是材料適應性強,適用于幾乎所有熱塑性材料,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚酰胺(PA)等,尤其對厚度較大或結構復雜的構件連接效果明顯;二是設備成本較低,無需復雜的能量轉換裝置,結構相對簡單,維護成本低,適合中小規模生產企業;三是連接密封性好,焊接過程中材料完全熔融融合,接頭處無間隙,可達到良好的密封效果,適用于液體或氣體輸送管道等對密封性要求高的場景。根據加熱方式的不同,熱熔焊接機的工作過程可分為直接加熱式與間接加熱式兩類。品質熱熔焊接機供應,請選世旼偉德(無錫)機械制造有限公司,有需要可以電話聯系我司哦!

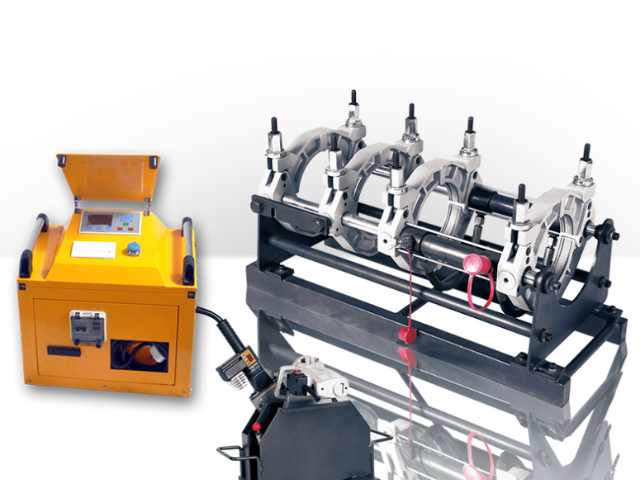
工件準備與參數設置階段:操作人員檢查待焊接管道的外觀(無裂紋、劃傷)與規格(直徑、壁厚符合設計要求),清理管道端面的油污、雜質。隨后在設備觸摸屏上選擇 PE 管道對應的工藝參數,或手動設置:加熱溫度 220℃、加熱時間 35s、預壓力 0.15MPa、對接壓力 0.6MPa、保壓時間 25s、冷卻時間 30s。設備自動檢測參數合理性,若參數超出安全范圍(如加熱溫度>250℃),則發出報警提示,需重新調整。管道夾緊與對齊階段:將兩根 PE 管道分別放入設備的固定夾具與移動夾具中,啟動夾緊按鈕,液壓或機械夾緊系統自動施加夾緊力(通常 5-10kN),將管道牢固固定。隨后設備的對齊系統通過激光位移傳感器檢測管道的同軸度,若同軸度偏差超過 0.2mm,PLC 控制系統驅動移動夾具微調,直至偏差控制在允許范圍內(≤0.1mm)。此階段需確保管道端面垂直于軸線,避免因對齊偏差導致后續加熱不均勻。需要品質熱熔焊接機供應請選擇世旼偉德(無錫)機械制造有限公司!河南塑料熱熔焊接機報價
品質熱熔焊接機供應,選擇世旼偉德(無錫)機械制造有限公司,需要可以電話聯系我司哦。河南塑料熱熔焊接機報價
壓力協同原理:在熱熔焊接過程中,壓力的施加分為預壓力、對接壓力與保壓三個階段,不同階段的壓力作用不同,且需與溫度、時間協同控制。預壓力階段(加熱前),施加較小壓力(通常 0.1-0.2MPa),使工件端面與加熱板緊密接觸,確保熱量均勻傳遞;對接壓力階段(加熱后),施加較大壓力(通常 0.3-1MPa),推動兩個工件的熔融層融合,排出熔融層中的氣泡與雜質,形成致密的接頭;保壓階段(對接后),保持一定壓力(通常為對接壓力的 80%),直至熔融層冷卻固化,防止因材料收縮導致接頭出現縫隙或凹陷。壓力的大小需根據材料的熔融黏度、工件壁厚確定,例如薄壁塑料件(壁厚≤3mm)對接壓力通常為 0.1-0.3MPa,厚壁工業管道(壁厚≥20mm)對接壓力可達 1-3MPa,避免壓力過大導致工件變形或熔融材料過度擠出。河南塑料熱熔焊接機報價
- 河南PVDF多角度熔接機國家標準 2025-09-17
- 廣東核電管道熱熔焊接機制造商 2025-09-17
- 燃氣管道熱熔焊接機報價 2025-09-17
- 山東半自動全自動熱熔對接機焊接方案 2025-09-17
- 山東半自動全自動熱熔對接機焊接設備 2025-09-17
- 廣東塑料熱熔焊接機制造商 2025-09-17
- 河南塑料熱熔焊接機報價 2025-09-17
- 塑料管多角度熔接機 2025-09-17
- 陜西車間熱熔焊接機焊接設備 2025-09-17
- 山東多角度熔接機多少錢 2025-09-17
- 1.4mm環模型號 2025-09-17
- 鼓樓區本地網絡與信息安全軟件開發 2025-09-17
- 江蘇智能機械手按需定制 2025-09-17
- 珠海機床上下料機器人 2025-09-17
- 上海附近哪里有密球面研磨機 2025-09-17
- 江西雙唇骨架油封生產廠家 2025-09-17
- 安徽進口友聯YuLien油泵市場價格 2025-09-17
- 吳江區直銷彎管機廠家現貨 2025-09-17
- 嘉定區國產噸桶自動清洗設備 2025-09-17
- 甘肅籃式過濾器批發廠家 2025-09-17