馬達軸找正儀怎么用
光譜協同監測技術技術集成:紅外熱成像:搭載FLIRLepton160×120像素紅外熱像儀(熱靈敏度<50mK,測溫范圍-20℃~+150℃),可提**-6個月發現軸承過熱、電機繞組短路等熱異常。可見光視覺:5MP可見光攝像頭捕捉設備機械狀態圖像,與熱像圖疊加生成帶溫度標簽的診斷報告,實現“幾何偏差-溫度場-機械狀態”的三維可視化。應用場景:某化工泵對中偏差時,紅外熱像同步顯示軸承溫度升高15℃,驗證對中不良與熱故障的關聯性。三、智能補償算法體系**功能:軟腳檢查器:通過數字傾角儀實時監測地腳不均勻沉降,自動計算垂直設備所需的墊片調整量,精度達。熱增長補償:內置熱膨脹模型,根據設備材料特性與運行溫度動態修正對中數據,例如煉油廠壓縮機熱態對中偏差減少80%,軸承溫度峰值從75℃降至45℃。算法優勢:結合機器學習優化補償模型,適應不同設備的個性化熱變形規律,避免傳統經驗公式的局限性。 軸激光對中儀:以激光為基準,軸系對中零誤差。馬達軸找正儀怎么用
軸找正儀
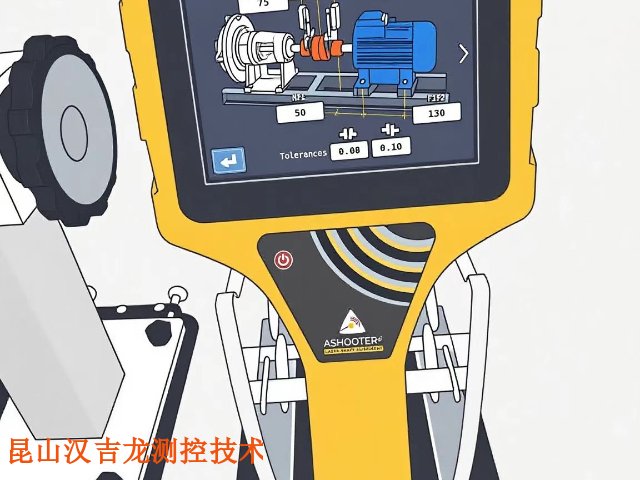
產品優勢:操作簡便:界面圖形顯示,向導式操作,對中過程簡單、快捷,還有 3D 動畫同步實時顯示,過程直觀、明確。測量精細:配備高精度激光傳感器,測量分辨率高,能實現精細對中檢測。續航持久:具有快速充電技術,充電半小時可工作 6 小時,部分型號續航能力可達 8 小時,滿足工業場景需求。應用領域:廣泛應用于能源電力、化工、機械制造、冶金、船舶等行業。例如在能源電力行業可精細校準發電機組等大型設備,減少因不對中導致的振動與能耗;在化工行業可應對泵、壓縮機等設備的復雜工況,及時發現潛在故障。馬達軸找正儀連接ASHOOTER激光對中儀如何提升生產線設備的運行壽命?

預測性維護與數據管理能力AS500通過多源數據融合實現設備健康狀態的全周期追蹤:智能報告生成:內置故障數據庫與算法模型,可根據對中偏差、溫度熱點、振動頻譜自動生成診斷報告,標注“需立即調整”“定期監測”等維護建議,并支持USB/藍牙導出對接企業CMMS系統。例如,某電機檢測中,振動頻譜顯示10-1000Hz頻段加速度值超標(),結合熱成像發現軸承溫度85℃(正常<60℃),系統自動判定軸承磨損并建議更換,避免了轉子掃膛事故。歷史數據追溯:,可見光攝像頭同步拍攝設備狀態,生成包含熱力圖的智能報告,便于追溯故障演變過程。而FixturlaserAT-200等競品雖有3D圖形界面,但未集成熱成像與振動數據存儲功能。
諧波與邊帶信號的輔助驗證隱性不對中可能伴隨聯軸器剛度不均、軸承磨損等次生問題,導致頻譜出現以下異常:2X/3X諧波:因非線性振動產生,幅值通常為1X的20%-30%。例如,某齒輪箱軸系對中不良時,2X幅值達1X的25%,結合激光測量發現齒輪嚙合間隙異常。調制邊帶:在1X兩側出現以轉頻為間隔的邊帶(如1X±10Hz),提示存在動態載荷波動。AS500的頻譜分辨率()可捕捉此類細微特征,較傳統儀器提升10倍。3.相位反轉與共振區穿越通過階躍變速測試(如從低速升至高速),AS500可識別不對中引發的共振現象:相位反轉:當轉速接近臨界轉速時,1X相位突變180°,表明軸系存在彎曲或支撐剛度不均。共振頻率偏移:實際共振頻率與理論值偏差超過5%時,結合激光測量可定位軸承座松動等隱性安裝缺陷。 ASHOOTER 激光聯軸器找正儀。
車銑復合機床多軸同步優化某汽車零部件廠車銑復合機床在加工變速箱殼體時,出現多軸聯動軌跡偏差。ASHOOTER校準步驟如下:直線軸校準:X/Y/Z軸直線度誤差從0.03mm/m分別降至0.006mm/m、0.005mm/m、0.007mm/m。旋轉軸聯動測試:通過振動分析發現C軸旋轉時存在周期性振動(頻率與主軸轉速一致),定位為齒輪箱嚙合間隙過大,更換齒輪后振動有效值從8mm/s降至2mm/s。數據追溯:歷史數據顯示,機床長期加工導致絲杠螺母副磨損,通過ASHOOTER生成的補償參數寫入數控系統,加工零件位置精度從±0.05mm提升至±0.015mm。ASHOOTER激光對中同步儀在哪些行業的機床多軸聯動系統校準中應用廣?廣西軸找正儀
HOJOLO軸對中修正儀。馬達軸找正儀怎么用
AS500熱成像檢測原理:儀器集成了嵌入式高像素紅外熱像儀。由于旋轉軸不對中會導致聯軸器摩擦增加,軸承等部位溫度異常升高。熱像儀通過檢測物體表面的紅外輻射能量,將其轉化為溫度分布圖像,實時監測設備的溫度變化。通過分析溫度場,可輔助判斷旋轉軸的對中狀態,與激光對中數據相互驗證,如軸偏差達到一定數值時,對應軸承溫度會有相應升高,從而更***地了解設備運行狀況。振動分析原理:可選配的振動分析模塊結合振動傳感器,支持10Hz-10kHz頻率范圍的振動頻譜分析。當旋轉軸存在不平衡、不對中等故障時,會產生特定頻率的振動。振動傳感器捕捉振動信號,將其轉換為電信號,經數據處理系統進行快速傅里葉變換(FFT)等分析,得到振動頻譜。通過分析頻譜中的特征頻率,如不平衡通常表現為2倍轉速頻率異常,不對中表現為1倍轉速頻率幅值升高,從而識別旋轉軸的機械故障,為軸的校準提供更多依據。數據處理與補償原理:儀器內置的微處理器對激光測量、熱成像和振動分析的數據進行綜合處理。運用動態補償算法,自動修正熱膨脹誤差和軟腳偏差等因素對測量結果的影響。同時,根據預設的不對中公差標準,將測量數據與標準值進行對比,通過3D動態視圖直觀顯示軸的對中狀態。 馬達軸找正儀怎么用
- 無線聯軸器對中服務特點 2025-09-17
- 常見聯軸器對中服務裝置 2025-09-17
- 無線振動激光對中儀裝置 2025-09-17
- 耦合角度偏差測量儀價格 2025-09-17
- 常見便攜同心度檢測儀公司 2025-09-17
- 10米激光對中服務供應商 2025-09-17
- 多功能快速對中校正儀 2025-09-17
- 機械法蘭聯軸器對中儀用途 2025-09-17
- 無線軸對中校準測量儀保養 2025-09-17
- 瑞典泵軸熱補償對中儀演示 2025-09-17
- 廈門直讀三元催化銷售 2025-09-17
- 無錫測量儀介紹 2025-09-17
- 無線聯軸器對中服務特點 2025-09-17
- 惠州I3C分析儀報價 2025-09-17
- 舟山氣氛爐報價 2025-09-17
- 新疆攪拌罐雷達液位計調試 2025-09-17
- 電子式抗折抗壓測控系統價格 2025-09-17
- 溫州常熟華夏儀表空氣過濾減壓器有哪些 2025-09-17
- 徐匯區品牌電子產品市價 2025-09-17
- 合肥微型稱重傳感器產品介紹 2025-09-17