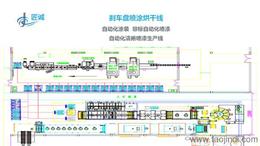
1. 智能革新:匠誠自動化如何重塑噴涂行業標準匠誠自動化噴涂系統通過AI視覺識別與動態路徑規劃技術,實現涂層均勻度誤差低于0.05mm的行業突破。在汽車制造領域,設備可精細識別車身曲面角度,自動調整噴槍壓力與涂料霧化參數,使漆面光澤度提升40%,同時將人工干預頻次降低至每班次3次以內。無論是轎車金屬漆還是卡車防銹涂層,系統均能保證0氣泡、0流掛的工藝水準。2. 跨行業解決方案:從機械臂到飛機翼的完美覆蓋在軌道交通設備噴涂中,匠誠設備可處理長達25米的車廂側板;而針對微型電子元件,系統則能完成0.5mm級精細噴涂。這種跨尺度適應能力源于模塊化噴槍陣列設計,通過快速更換噴嘴組件,同一生產線可切換處理工程機械的耐磨涂層與家電產品的裝飾性噴繪,設備復用率提升至78%。每季度更新行業解決方案包(如Q3新增新能源電池拆解用夾具庫)。紹興油漆噴漆噴涂噴漆涂裝流水線大幅度解放人力
4. 醫療器械滅菌干燥"搭載雙HEPA過濾系統的匠誠醫用烘干柜,可在45分鐘內完成手術器械的清洗滅菌全流程,生物負載檢測達標率100%。"一一上海某三甲醫院設備科主任"過去器械返洗率高達15%,現在連續18個月保持零返工,連**難處理的內窺鏡通道都達到WS310標準,院感科終于不再給我們亮黃牌。"5. 航空航天特種清洗"匠誠開發的PH中性清洗劑配合真空脫氣技術,可在不損傷鈦合金的前提下***火箭燃料殘留。某航天院所應用后,部件抗疲勞強度提升27%。"一一西安某航天材料實驗室負責人"這項技術讓我們的燃料閥體清洗周期從3天縮短至6小時,更重要的是避免了強酸清洗導致的微裂紋風險,通過了NASA的5000次壓力循環測試。"浙江工業自動化噴漆涂裝流水線設備生產廠家通過數據看板呈現設備OEE(綜合效率)從65%提升至92%的具體路徑18。
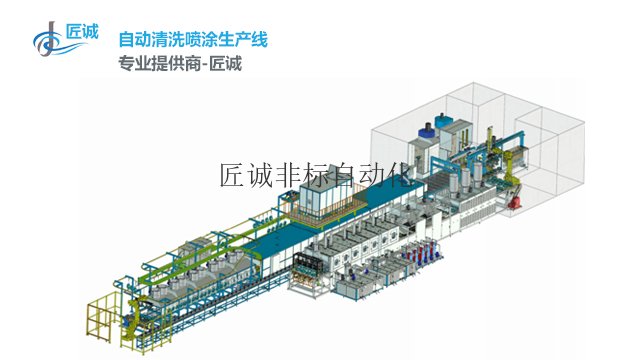
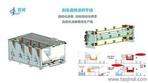
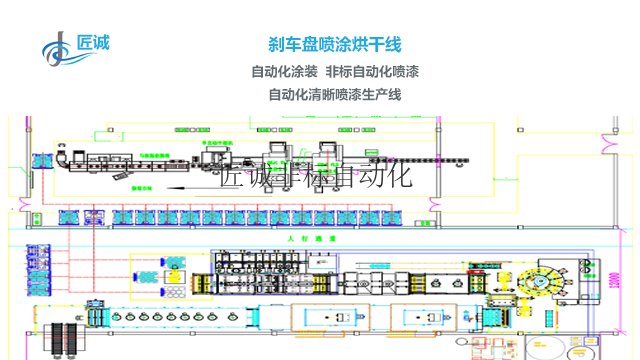
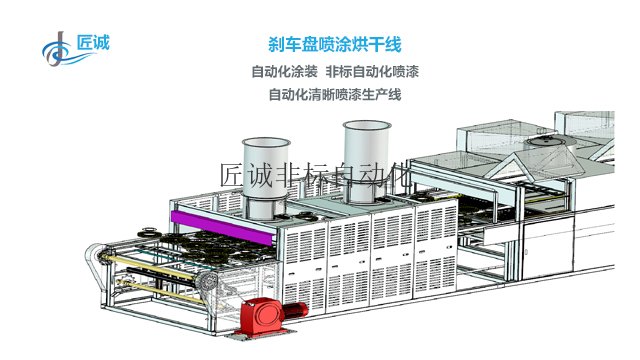
工作原理播報編輯工作原理:自動或手動除塵-自動或手動上料-自動合模-自動噴漆-自動離模-除塵烘干-自動或手動下料一自動或手動洗模1.噴漆方式對比:人工套模、噴漆、清洗模具都由人工進行,且不能同時進行,機器自動完成,并同時進行 生產效率:人工單件進行噴涂,噴涂效率低,自動噴涂機機一次進行多件噴涂,噴涂效率高,是傳統手工噴漆的數倍以上2.產品質量:人手直接接觸工件,油污幾率高,質穩定性差,合格率低。 機械自動操作,減少人手接觸,使工件表面清潔,油污幾率低,穩定的機械確保品質的一致性。3.油漆使用量:單件進行噴涂,且油量不易被控制,噴涂效果不均勻,導致油量耗損大,機器一次進行多件噴涂,形狀及油量和均勻度可控制4.工作環境:人員密集型操作,傳統式的噴漆槽抽風系統,
3. 自動化系統協同與穩定性多設備聯動瓶頸:噴涂機器人與輸送線、烘干爐的時序誤差超過1秒會導致工件堆積,需通過OPC UA協議實現毫秒級信號同步46。定位精度不足:吊裝工件停止位偏差達±5cm,需采用激光定位+視覺糾偏系統將定位精度提升至±1mm13。突發狀況響應:異物附著或涂層瑕疵的識別延遲超5秒,現有系統依賴人工干預,智能診斷覆蓋率不足60%38。4. 環境控制與設備可靠性粉塵/腐蝕防護:鑄造車間PM10濃度>10mg/m時,普通設備壽命縮短50%,需IP67防護等級+氣密封**部件36。壓縮空氣質量:未配置雙級油水分離器會導致雜質混入涂層,引發失光或附著力下降(合格率降低20%)47。能耗矛盾:空調系統占噴涂室總能耗60%,循環風利用與新風補充的平衡策略仍不成熟68。5. 智能化升級與數據應用工藝參數優化:缺乏多維度數據模型(如壓力-溫度曲線庫),新訂單調試周期長達3-5天36。缺陷檢測滯后:傳統視覺系統對隱裂、氣泡的識別率*75%,需結合AI算法與缺陷樣本庫提升至95%78。維護成本高:噴嘴堵塞/磨損占故障35%,人工巡檢導致產線年損失超10萬元,智能預警覆蓋率不足40%48。需建立300+傳感器網絡實時監測膜厚、干燥速率等參數,但多源數據融合算法開發難度大。
10. 材料全能手:從水性漆到陶瓷涂層的無縫切換匠誠多材料處理系統攻克了陶瓷涂料高粘度(≥1800cP)輸送難題,在廚具不粘涂層生產線實現每分鐘12件的噴涂效率。專利設計的自加熱供料管路可將環氧樹脂溫度波動控制在±1.5℃,避免固化劑提前反應。某衛浴企業轉型智能馬桶生產時,*用3天便完成從普通亮光漆到***涂層的全線切換,節省設備改造費用280萬元。11. 工藝傳承:老師傅經驗轉化為數字資產通過機器學習技術,匠誠將30年噴涂技師的運***法(如“之”字形漸薄收邊)轉化為機器人運動軌跡算法。某紅木家具企業在數字化升級后,手工噴涂特有的水墨漸變效果得以標準化復現,每件產品的藝術效果一致性從68%提升至95%,同時使高級技工需求從15人減至2人。動力系統搭載飛輪儲能裝置,將制動能量轉化為下次啟停的輔助動力。麗水專業技術提供商噴漆涂裝流水線效率高省人工
在精密裝配場景中,投影式光引導系統將扭矩值、角度公差,使新手操作誤差率從12%降至3%58。紹興油漆噴漆噴涂噴漆涂裝流水線大幅度解放人力
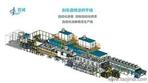
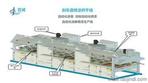
運行流程textCopyCode上料→前處理(脫脂/水洗)→水分烘干(60-80℃)→自動噴涂(多軸聯動)→流平(5-10min)→固化(120-180℃)→冷卻→質檢→下料全過程由**控制系統(SCADA)監控,實現數據采集、故障報警與工藝參數追溯12。二、維修手冊要點日常維護噴槍組件:每日清潔噴嘴積漆,檢查電極針磨損(更換周期≤500h)2。校準霧化氣壓與出漆量偏差(允許誤差±5%)2。輸送系統:每周潤滑鏈條/導軌,檢查張緊度(下垂量≤5mm/m)2。每月檢測輸送帶跑偏量(橫向偏移≤2mm)1。除塵裝置:每班清理濾筒粉塵,壓差報警閾值設定為1500Pa1。每季度更換密封條,檢測漏風率(≤3%)1。紹興油漆噴漆噴涂噴漆涂裝流水線大幅度解放人力