6.秒級切換:多品類混線生產的柔性升級匠誠智能清洗線搭載磁懸浮輸送系統,支持2分鐘內完成汽車鋁輪轂與工程機械配件的生產切換。某代工廠引入后,處理品類從單一品類擴展至87種異形件,設備OEE(綜合效率)仍保持92%以上。動態壓力補償技術更實現不同材質工件的差異化清洗,鑄鋁件與塑料件的混線生產效率提升3倍。7.**級防護:腐蝕性介質清洗設備壽命延長5倍針對酸洗工序需求,匠誠開發出全氟醚橡膠密封系統,可在70℃濃硫酸環境中持續作業8000小時。某電鍍廠應用后,槽體維護周期從3個月延長至2年,備件成本降低76%。設備內壁的激光熔覆碳化鎢涂層,更使高壓噴淋系統在含磨料介質中的磨損率降低至0.01mm/千小時。8.數據賦能:預測性維護降低73%意外停機通過振動傳感器與流量計的數據融合,匠誠烘干設備可提前14天預警風機軸承故障。某陶瓷廠接入工業互聯網平臺后,年度計劃外停機時間從86小時減至23小時。AI算法還能根據歷史數據優化烘干曲線,使衛浴陶瓷燒成合格率從88%提升至99.2%,能耗波動率控制在±1.8%。耐腐蝕版本使用316L不銹鋼框架與陶瓷涂層技術,成功應用于電鍍生產線強酸環境。揚州全自動化噴漆涂裝流水線提供涂裝解決方案
5.航空航天特種清洗"匠誠開發的PH中性清洗劑配合真空脫氣技術,可在不損傷鈦合金的前提下***火箭燃料殘留。某航天院所應用后,部件抗疲勞強度提升27%。"一一西安某航天材料實驗室負責人"這項技術讓我們的燃料閥體清洗周期從3天縮短至6小時,更重要的是避免了強酸清洗導致的微裂紋風險,通過了NASA的5000次壓力循環測試。"6.電子元件納米級潔凈"針對芯片封裝載板清洗,匠誠臨界CO清洗設備實現0.1μm級微粒***,使焊接虛接率從3‰降至0.02‰。某半導體企業良品率因此提升2.3個百分點。"一一蘇州某封測廠工程總監"過去用傳統水基清洗總有離子殘留風險,現在不僅每年節水38萬噸,更讓我們的存儲芯片達到JEDEC標準中的比較高清潔等級。"南通靜電噴涂噴漆涂裝流水線促銷價格自動化流程減少人為操作誤差,提升產品良品率與一致性。
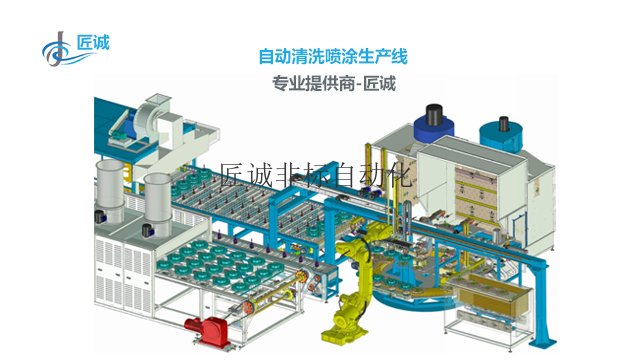
3.能耗**:每平方米噴涂成本直降32%匠誠靜電旋杯技術使涂料利用率突破92%大關,較傳統空氣噴涂減少50%過噴浪費。配合熱能回收烘干系統,設備將噴涂間排氣熱量轉化為烘干能源,在衛浴潔具生產線實測中,單日燃氣消耗量降低1.2噸。智能流量控制系統更可實時監測涂料粘度,自動調節稀釋比例,確保每批次原料損耗誤差控制在±1.5%以內。4.無人化車間:24小時連續生產的實現密碼在工程機械制造領域,匠誠全自動流水線整合了AGV運輸、機械臂上下料和閉環品質檢測模塊。某重工企業引入后,噴涂車間人員配置從28人縮減至3名監控工程師,月均故障停機時間縮短至4小時。設備特有的自清潔功能可在30秒內完成噴槍管路沖洗,換色效率提升6倍,滿足挖掘機多色迷彩涂裝的高頻次切換需求。
2. 多參數協同與動態響應噴涂參數耦合影響:噴槍口徑(1.0-1.6mm)、涂料流量(50-500mL/min)與霧化壓力(0.3-0.6MPa)的匹配關系復雜,需建立多維度參數模型實現智能匹配35。機器人運動協同:噴槍移動速度與涂料流量需同步控制,動態路徑***量滯后超過0.5秒會導致流掛或漏噴,需開發前饋補償算法12。環境干擾抑制:車間溫度波動±5℃或濕度>70%時,涂料流平性下降40%,需在噴槍模塊集成溫濕度傳感器并聯動涂料加熱系統36。3. 設備可靠性與維護成本噴嘴/氣帽壽命管理:噴涂金屬漆時噴嘴磨損速率達0.02mm/千件,需采用激光熔覆修復技術延長壽命3倍,并開發磨損量在線監測系統47。高壓系統穩定性:靜電噴涂時60kV高壓易引發漏電或電弧放電,需采用三級絕緣防護(陶瓷隔離層+惰性氣體密封)和電弧檢測模塊68。快速維護設計:噴槍組件拆裝耗時占故障處理時間70%,需開發磁吸式快換接口(更換時間<30秒)和AR輔助維修指引系統47。無論是大型工業項目還是小型家庭裝修,我們都能提供專業的服務。
4. 自動化系統協同與智能決策多設備聯動瓶頸:噴涂機器人與輸送鏈、烘干爐的時序配合誤差超1秒即導致工件堆積或烘烤不足46。參數自適應能力:現有系統對突發狀況(如異物附著、涂層瑕疵)響應滯后,依賴人工干預補噴48。數據驅動優化:需建立300+傳感器網絡實時監測膜厚、干燥速率等參數,但多源數據融合算法開發難度大26。5. 維護成本與長期可靠性噴嘴磨損管理:噴嘴堵塞/磨損占故障35%,傳統人工巡檢導致單線年損失超10萬元,需智能診斷系統提前預警23。設備防腐需求:強酸/高濕環境要求采用316L不銹鋼框架+陶瓷涂層,但制造成本增加40%46。能耗控制矛盾:空調系統占噴漆室總能耗60%,循環風利用與新風補充的平衡策略仍需優化6現有系統對突發狀況(如異物附著、涂層瑕疵)響應滯后,依賴人工干預補噴。揚州全自動化噴漆涂裝流水線提供涂裝解決方案
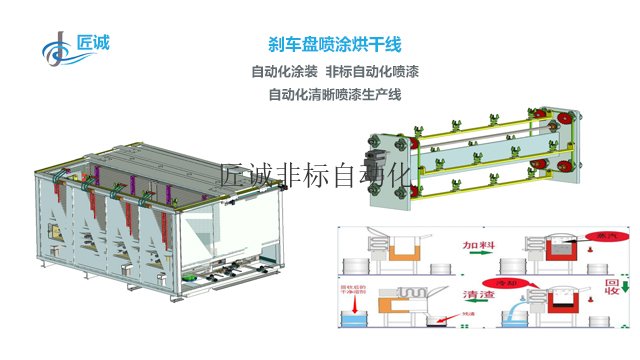
在清洗環節應用真空干燥技術,較傳統熱風干燥節能45%。揚州全自動化噴漆涂裝流水線提供涂裝解決方案
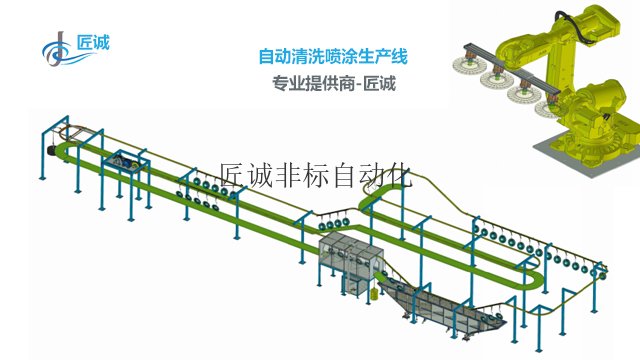
運行流程textCopyCode上料→前處理(脫脂/水洗)→水分烘干(60-80℃)→自動噴涂(多軸聯動)→流平(5-10min)→固化(120-180℃)→冷卻→質檢→下料全過程由**控制系統(SCADA)監控,實現數據采集、故障報警與工藝參數追溯12。二、維修手冊要點日常維護噴槍組件:每日清潔噴嘴積漆,檢查電極針磨損(更換周期≤500h)2。校準霧化氣壓與出漆量偏差(允許誤差±5%)2。輸送系統:每周潤滑鏈條/導軌,檢查張緊度(下垂量≤5mm/m)2。每月檢測輸送帶跑偏量(橫向偏移≤2mm)1。除塵裝置:每班清理濾筒粉塵,壓差報警閾值設定為1500Pa1。每季度更換密封條,檢測漏風率(≤3%)1。揚州全自動化噴漆涂裝流水線提供涂裝解決方案