
可口可樂CIP處理 上海安宇泰環(huán)保供應(yīng)
發(fā)貨地點(diǎn):上海市靜安區(qū)
發(fā)布時(shí)間:2025-05-23

發(fā)貨地點(diǎn):上海市靜安區(qū)
發(fā)布時(shí)間:2025-05-23
安路來特電解水設(shè)備能同時(shí)生成次氯酸與氫氧化鈉,為CIP清洗帶來諸多明顯好處。1.協(xié)同清潔,效果明顯氫氧化鈉作為強(qiáng)堿,對(duì)油脂、蛋白質(zhì)等有機(jī)污垢具有出色的皂化和溶解作用,能迅速瓦解頑固污漬,使污垢脫離設(shè)備表面。次氯酸憑借強(qiáng)氧化性,殺菌譜廣、速度快,可殺滅各類細(xì)菌、病毒、及芽孢,有效消除微生物污染。二者配合,先由氫氧化鈉去除污垢,再經(jīng)次氯酸消毒,實(shí)現(xiàn)深度清潔,保障設(shè)備無菌、潔凈。2.原料安全,環(huán)保無憂該設(shè)備只需鹽和水就能生成次氯酸與氫氧化鈉,避免了傳統(tǒng)清洗劑中危險(xiǎn)化學(xué)品的使用,降低運(yùn)輸、儲(chǔ)存風(fēng)險(xiǎn)。使用后,二者自然降解為鹽和水,無有害殘留,對(duì)環(huán)境無污染,符合環(huán)保理念,減少企業(yè)環(huán)保壓力。3.精確調(diào)控,適配普遍可依據(jù)不同CIP清洗場(chǎng)景,精確調(diào)控次氯酸與氫氧化鈉的生成參數(shù),如濃度、pH值。針對(duì)不同材質(zhì)設(shè)備與污染程度,靈活調(diào)整,既能確保清洗效果,又能防止對(duì)設(shè)備的腐蝕,適用于食品、飲料、制藥等多行業(yè)的多樣清洗需求。4.操作簡(jiǎn)便,成本降低設(shè)備自動(dòng)化程度高,生成次氯酸與氫氧化鈉過程無需復(fù)雜人工操作,操作簡(jiǎn)便。只消耗鹽和水,成本低廉。且因清洗效果好,減少設(shè)備維修、產(chǎn)品因污染造成的損失,有效降低企業(yè)綜合成本,提升經(jīng)濟(jì)效益。在CIP清洗中,所有與產(chǎn)品直接接觸的表面至少每周(不超過7天)清洗和消毒一次。可口可樂CIP處理
安路來特電解水設(shè)備高濃度電解液在CIP清洗方面的成功案例:大型啤酒釀造企業(yè)某大型啤酒釀造企業(yè),擁有多條自動(dòng)化啤酒生產(chǎn)線。在釀造過程中,發(fā)酵罐、管道及過濾設(shè)備等極易殘留啤酒花、酵母等有機(jī)物質(zhì),傳統(tǒng)清洗方式難以徹底去除,且易滋生微生物,影響啤酒品質(zhì)。引入安路來特電解水設(shè)備后,利用其高濃度陽極電解液(次氯酸濃度達(dá)3000ppm)進(jìn)行CIP清洗。高濃度次氯酸強(qiáng)大的氧化性迅速分解有機(jī)殘留,殺滅微生物。清洗后,設(shè)備表面潔凈,微生物指標(biāo)遠(yuǎn)低于行業(yè)標(biāo)準(zhǔn)。同時(shí),低鹽/氯化物技術(shù)避免了對(duì)設(shè)備的腐蝕,延長(zhǎng)了設(shè)備使用壽命,降低了維護(hù)成本。該企業(yè)啤酒的風(fēng)味穩(wěn)定性和保質(zhì)期明顯提升,產(chǎn)品質(zhì)量得到市場(chǎng)高度認(rèn)可飲料生產(chǎn)企業(yè)某飲料生產(chǎn)企業(yè),主要生產(chǎn)果汁飲料、茶飲料等。生產(chǎn)管道和灌裝設(shè)備在生產(chǎn)過程中會(huì)附著糖分、果肉纖維等,易變質(zhì)并影響產(chǎn)品口感。使用安路來特電解水設(shè)備的高濃度電解液進(jìn)行CIP清洗。高濃度次氯酸電解液快速分解糖分和纖維,消毒殺菌,確保管道和設(shè)備無菌。而且,該設(shè)備產(chǎn)生的電解液廢物排放少,符合環(huán)保要求。自使用以來,飲料產(chǎn)品因設(shè)備清潔問題導(dǎo)致的質(zhì)量投訴減少了80%,同時(shí)降低了化學(xué)清洗劑的使用,實(shí)現(xiàn)了綠色生產(chǎn)。安全CIP清洗的原理近年來,國(guó)內(nèi)外學(xué)者和企業(yè)對(duì)電解次氯酸水技術(shù)應(yīng)用于CIP中做了大量的試驗(yàn)研究,探明其在CIP清洗中的應(yīng)用。

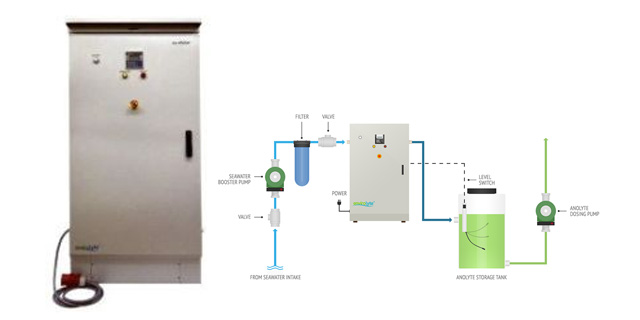
安路來特電解水設(shè)備基于電化學(xué)原理,以鹽和水為原料,生成陽極電解液(次氯酸水)與陰極電解液(氫氧化鈉溶液),過程如下:硬件基礎(chǔ):設(shè)備內(nèi)電極由惰性材料制成,確保電解時(shí)自身不損耗且導(dǎo)電良好。離子交換膜將電解槽隔為陽極室與陰極室,它只允許特定離子通過,使陰陽極化學(xué)反應(yīng)單獨(dú)進(jìn)行。陽極反應(yīng):通電后,陽極室中氯化鈉與水發(fā)生電解。氯離子失電子生成氯氣(),部分氯氣溶于水生成次氯酸與鹽酸()。安路來特通過精確預(yù)設(shè)電流強(qiáng)度、電壓、溫度等參數(shù),控制反應(yīng)條件,讓生成的次氯酸在濃度、pH值等方面達(dá)理想狀態(tài)。其低鹽低氯化技術(shù),精確調(diào)控鹽與氯化物參與量,使陽極電解液既滿足高效消毒,又保證氯化物殘留精確穩(wěn)定,防止腐蝕設(shè)備。陰極反應(yīng):陰極室中,水電離出的氫離子得電子生成氫氣()。氫離子消耗使氫氧根離子濃度升高,與從陽極室經(jīng)離子交換膜過來的鈉離子結(jié)合,形成氫氧化鈉溶液。通過精確控制反應(yīng)參數(shù),讓氫氧化鈉溶液濃度、pH值符合預(yù)設(shè),滿足不同清洗對(duì)堿性清潔劑的需求。如此,該設(shè)備為食品、飲料等行業(yè)的CIP清洗、消毒提供高效、安全、環(huán)保方案。
安路來特次氯酸相比傳統(tǒng)化學(xué)清洗劑具有以下優(yōu)勢(shì):安全性更高傳統(tǒng)化學(xué)清洗劑大多具有毒性、刺激性和腐蝕性,使用時(shí)需佩戴防護(hù)裝備,如不慎接觸可能對(duì)人體造成傷害。而安路來特次氯酸是由鹽和水通過電化學(xué)活化技術(shù)電解生成,無毒、無刺激、無殘留,對(duì)人體無害,即使誤飲也不會(huì)產(chǎn)生嚴(yán)重影響,可在無需個(gè)人防護(hù)設(shè)備的情況下使用,能有效保障操作人員的安全。清潔殺菌效果更好殺菌能力強(qiáng):安路來特次氯酸殺菌效率高,能快速殺滅細(xì)菌、他菌、病毒等各種微生物,對(duì)常見病菌的殺滅率可達(dá)99.999%以上,其殺菌效果比次氯酸根離子高約80倍,可在短時(shí)間內(nèi)實(shí)現(xiàn)高效殺菌。清潔范圍廣:傳統(tǒng)化學(xué)清洗劑往往只能針對(duì)特定類型的污垢或微生物,而安路來特次氯酸不僅可以殺菌消毒,還能有效去除污漬、異味等,可用于多種場(chǎng)景的清潔,如物體表面消毒、空氣消毒、食品處理現(xiàn)場(chǎng)除臭等。環(huán)保性更佳傳統(tǒng)化學(xué)清洗劑在使用后可能會(huì)產(chǎn)生大量有害廢棄物,對(duì)環(huán)境造成污染,處理成本較高。安路來特次氯酸殺菌后會(huì)自然降解為鹽和水,無任何有害殘留,不會(huì)對(duì)環(huán)境產(chǎn)生污染,符合環(huán)保要求,可有效減少企業(yè)的環(huán)境負(fù)擔(dān)。經(jīng)濟(jì)性更優(yōu)。雖然安路來特次氯酸發(fā)生器的設(shè)備采購(gòu)成本可能較高,但從長(zhǎng)期使用來看,其運(yùn)行成本低在食品罐頭制造工廠,次氯酸被廣泛應(yīng)用于CIP清洗過程中。

安路來特次氯酸發(fā)生器:CIP清洗的有力助手在食品、飲料、制藥等行業(yè)的CIP清洗流程中,安路來特次氯酸發(fā)生器憑借獨(dú)特優(yōu)勢(shì),發(fā)揮著關(guān)鍵作用。在食品飲料生產(chǎn)領(lǐng)域,各類生產(chǎn)設(shè)備如灌裝線、發(fā)酵罐及輸送管道,極易殘留糖分、蛋白質(zhì)等有機(jī)物質(zhì),滋生大量微生物。安路來特次氯酸發(fā)生器產(chǎn)生的高純度次氯酸溶液,具有強(qiáng)大的殺菌能力,能迅速殺滅大腸桿菌、霉菌等有害微生物,保障產(chǎn)品的衛(wèi)生安全。同時(shí),該溶液對(duì)生物膜有良好的溶解和剝離作用,可有效除去CIP系統(tǒng)管路內(nèi)的生物膜,避免生物膜造成的交叉污染,提升清洗效果。制藥行業(yè)對(duì)設(shè)備清潔度要求近乎嚴(yán)苛。安路來特次氯酸發(fā)生器生成的次氯酸溶液,不僅殺菌效果明顯,且無殘留,不會(huì)對(duì)藥品生產(chǎn)環(huán)境造成二次污染。通過精確調(diào)節(jié)次氯酸的濃度與pH值,可適配不同材質(zhì)的制藥設(shè)備,在確保高效消毒的同時(shí),防止對(duì)設(shè)備產(chǎn)生腐蝕,延長(zhǎng)設(shè)備使用壽命。安路來特次氯酸發(fā)生器操作簡(jiǎn)便,自動(dòng)化程度高,能實(shí)現(xiàn)24小時(shí)無人值守運(yùn)行,極大降低人力成本。設(shè)備穩(wěn)定性強(qiáng),具備智能監(jiān)控與故障預(yù)警功能,可實(shí)時(shí)監(jiān)測(cè)并調(diào)整運(yùn)行參數(shù),確保次氯酸溶液的質(zhì)量穩(wěn)定。此外,其環(huán)保性能出色,原料只需鹽和水,產(chǎn)物在殺菌后自然降解為無害物質(zhì),減少企業(yè)環(huán)保壓力。時(shí)間主要是與被清洗表面接觸、作用的時(shí)間;一般來說,清洗的時(shí)間越長(zhǎng),效果則越好。日本百威啤酒CIP巴氏消毒機(jī)
CIP沖洗是使用足夠量的水沖洗所有表面,直到殘留液體去除為止。使用50-60℃的溫水進(jìn)行沖洗。可口可樂CIP處理
在CIP清洗中,安路來特電解水設(shè)備所產(chǎn)生的高難度電解液具備諸多突出優(yōu)點(diǎn)。強(qiáng)大的清潔消毒能力高難度電解液可按需調(diào)整參數(shù),陽極電解液次氯酸濃度范圍廣,從500ppm-3000ppmFAC,甚至可達(dá)6000ppm,pH值在~5-7.5間靈活可調(diào);陰極電解液氫氧化鈉濃度為1000ppm-3000ppm,pH值在12.5-13。這種精確調(diào)控能滿足不同污垢與微生物的清潔消毒需求。如食品加工設(shè)備上頑固的油脂、蛋白質(zhì)污垢,以及飲料生產(chǎn)管道中的細(xì)菌、霉菌等,高濃度、適宜pH值的電解液能迅速分解污垢、殺滅微生物,確保設(shè)備徹底清潔。設(shè)備保護(hù)與壽命延長(zhǎng)采用低鹽/氯化物技術(shù),極大降低了對(duì)設(shè)備的腐蝕風(fēng)險(xiǎn)。在清洗過程中,避免了因高鹽、高氯化物殘留引發(fā)的設(shè)備腐蝕,延長(zhǎng)設(shè)備使用壽命。像啤酒釀造設(shè)備,長(zhǎng)期使用該電解液清洗,可減少設(shè)備維修次數(shù)與更換頻率,降低企業(yè)運(yùn)營(yíng)成本。環(huán)保與低殘留廢物產(chǎn)生量極低,小于設(shè)備容量的0.5%,符合環(huán)保要求。且清洗后電解液殘留少,不會(huì)對(duì)后續(xù)產(chǎn)品造成污染。在食品飲料行業(yè),能保障產(chǎn)品安全,無需擔(dān)心化學(xué)殘留影響產(chǎn)品質(zhì)量與消費(fèi)者健康。操作便捷與智能配備易于使用的界面,確保電解液始終在指定參數(shù)范圍內(nèi)生產(chǎn),保證質(zhì)量一致。可口可樂CIP處理




