
南京全自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂 誠(chéng)信互利 杭州市匠誠(chéng)新風(fēng)供應(yīng)
發(fā)貨地點(diǎn):浙江省杭州市
發(fā)布時(shí)間:2025-05-07

發(fā)貨地點(diǎn):浙江省杭州市
發(fā)布時(shí)間:2025-05-07
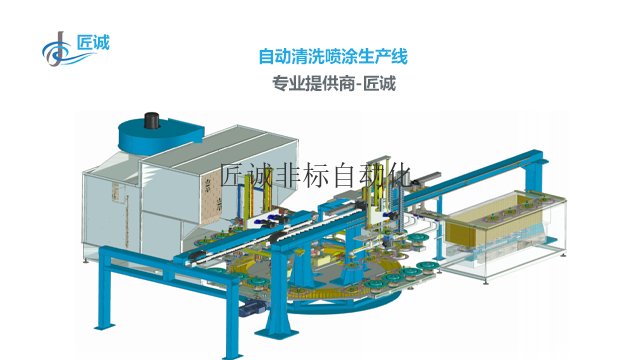
自動(dòng)噴涂生產(chǎn)線工作原理及維修手冊(cè)一、工作原理系統(tǒng)構(gòu)成前處理設(shè)備:通過(guò)脫脂、磷化等工序***工件表面油污與雜質(zhì),確保噴涂附著力2。輸送系統(tǒng):采用鏈條、滾筒或磁懸浮裝置,按預(yù)設(shè)速度(0.5-12m/min)輸送工件,支持連續(xù)或間歇式運(yùn)行12。噴涂單元:智能噴槍:通過(guò)光電傳感器識(shí)別工件位置,按程序設(shè)定軌跡噴涂(如往復(fù)式、旋杯式),霧化粒徑控制在15-50μm12。參數(shù)控制:氣壓(0.3-0.6MPa)、出漆量(200-800mL/min)、噴涂距離(15-30cm)通過(guò)PLC精細(xì)調(diào)節(jié)2。除塵系統(tǒng):采用干式濾筒或濕式水簾裝置,過(guò)濾效率≥98%,廢氣排放符合GB16297標(biāo)準(zhǔn)1。干燥固化:通過(guò)紅外、熱風(fēng)或UV固化爐,溫度控制精度±2℃,固化時(shí)間壓縮至傳統(tǒng)工藝的1/32。遠(yuǎn)程運(yùn)維支持快速響應(yīng)問(wèn)題,縮短停機(jī)時(shí)間保障生產(chǎn)連續(xù)性。南京全自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂
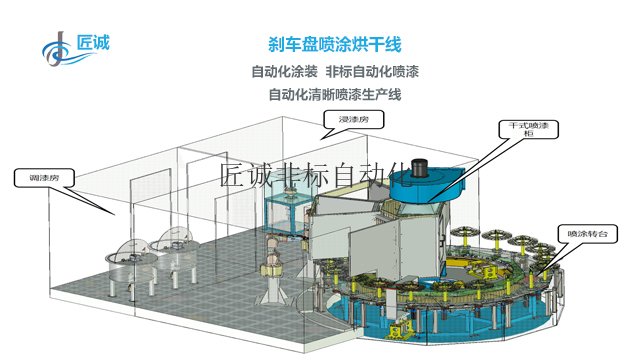
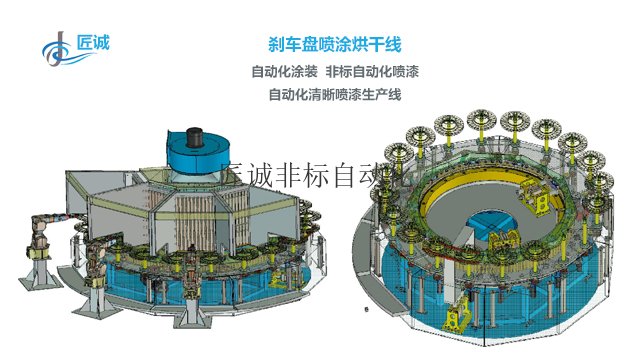
1. 智能溫控**:烘干效率提升230%的工業(yè)密碼匠誠(chéng)多段式烘干系統(tǒng)搭載紅外測(cè)溫陣列,可在30秒內(nèi)建立工件三維溫度場(chǎng)模型,動(dòng)態(tài)調(diào)整熱風(fēng)分布。某家電廠應(yīng)用后,洗衣機(jī)外殼粉末涂層的固化時(shí)間從45分鐘壓縮至14分鐘,單位能耗降低58%。系統(tǒng)支持-20℃至300℃全溫域精細(xì)控制,在醫(yī)療器械清洗領(lǐng)域,使手術(shù)器械烘干滅菌周期縮短至傳統(tǒng)設(shè)備的1/3,產(chǎn)能提升至每日12批次。2. 零接觸清洗:98%人工替代率的行業(yè)突破針對(duì)汽車零部件清洗需求,匠誠(chéng)360°翻轉(zhuǎn)噴淋系統(tǒng)通過(guò)64組可編程噴嘴,精細(xì)***發(fā)動(dòng)機(jī)缸體盲孔內(nèi)的切削油污。某變速箱制造廠引入后,清洗線人員配置從18人減至2名巡檢員,且工件清潔度達(dá)到VDA19標(biāo)準(zhǔn)。在光伏板邊框清洗場(chǎng)景中,設(shè)備更實(shí)現(xiàn)每小時(shí)1200件的處理量,表面殘留顆粒物數(shù)量控制在≤5個(gè)/平方米。無(wú)錫全套工業(yè)自動(dòng)化噴漆涂裝流水線源頭供應(yīng)商涂料黏度變化(如稀釋劑配比偏差)會(huì)導(dǎo)致霧化顆粒直徑波動(dòng),影響涂層質(zhì)量并增加材料損耗。
6.秒級(jí)切換:多品類混線生產(chǎn)的柔性升級(jí)匠誠(chéng)智能清洗線搭載磁懸浮輸送系統(tǒng),支持2分鐘內(nèi)完成汽車鋁輪轂與工程機(jī)械配件的生產(chǎn)切換。某代工廠引入后,處理品類從單一品類擴(kuò)展至87種異形件,設(shè)備OEE(綜合效率)仍保持92%以上。動(dòng)態(tài)壓力補(bǔ)償技術(shù)更實(shí)現(xiàn)不同材質(zhì)工件的差異化清洗,鑄鋁件與塑料件的混線生產(chǎn)效率提升3倍。7.**級(jí)防護(hù):腐蝕性介質(zhì)清洗設(shè)備壽命延長(zhǎng)5倍針對(duì)酸洗工序需求,匠誠(chéng)開(kāi)發(fā)出全氟醚橡膠密封系統(tǒng),可在70℃濃硫酸環(huán)境中持續(xù)作業(yè)8000小時(shí)。某電鍍廠應(yīng)用后,槽體維護(hù)周期從3個(gè)月延長(zhǎng)至2年,備件成本降低76%。設(shè)備內(nèi)壁的激光熔覆碳化鎢涂層,更使高壓噴淋系統(tǒng)在含磨料介質(zhì)中的磨損率降低至0.01mm/千小時(shí)。8.數(shù)據(jù)賦能:預(yù)測(cè)性維護(hù)降低73%意外停機(jī)通過(guò)振動(dòng)傳感器與流量計(jì)的數(shù)據(jù)融合,匠誠(chéng)烘干設(shè)備可提前14天預(yù)警風(fēng)機(jī)軸承故障。某陶瓷廠接入工業(yè)互聯(lián)網(wǎng)平臺(tái)后,年度計(jì)劃外停機(jī)時(shí)間從86小時(shí)減至23小時(shí)。AI算法還能根據(jù)歷史數(shù)據(jù)優(yōu)化烘干曲線,使衛(wèi)浴陶瓷燒成合格率從88%提升至99.2%,能耗波動(dòng)率控制在±1.8%。
2. 涂料利用率與施工窗口期平衡霧化效果優(yōu)化:雙組份涂料反應(yīng)窗口期*30分鐘,傳統(tǒng)噴涂易因時(shí)間延遲導(dǎo)致固化不良,需通過(guò)柱塞式精密供料系統(tǒng)控制流量波動(dòng)±3%17。材料浪費(fèi)控制:空氣噴涂涂料利用率不足40%,靜電噴涂雖提升至70%,但對(duì)曲面工件易產(chǎn)生邊緣衰減效應(yīng)(厚度下降15%)56。施工環(huán)境干擾:高濕度(>70%)導(dǎo)致涂料流平性惡化,需在噴涂室集成溫濕度閉環(huán)控制(±2℃/±5% RH)46。3. 自動(dòng)化系統(tǒng)協(xié)同與穩(wěn)定性多設(shè)備聯(lián)動(dòng)瓶頸:噴涂機(jī)器人與輸送線、烘干爐的時(shí)序誤差超過(guò)1秒會(huì)導(dǎo)致工件堆積,需通過(guò)OPC UA協(xié)議實(shí)現(xiàn)毫秒級(jí)信號(hào)同步46。設(shè)備內(nèi)置300+個(gè)數(shù)據(jù)采集點(diǎn),實(shí)時(shí)生成生產(chǎn)節(jié)拍熱力圖。
3. 流量與氣壓聯(lián)動(dòng)調(diào)節(jié)增大流量:逆時(shí)針旋轉(zhuǎn)涂料流量調(diào)節(jié)旋鈕,增大***針行程,同時(shí)按比例提升氣壓(流量每增加20%,氣壓需提升0.1-0.2巴)57;減小流量:順時(shí)針旋轉(zhuǎn)流量旋鈕,同步降低氣壓,避免霧化顆粒過(guò)粗58。4. 噴幅扇面測(cè)試噴幅調(diào)節(jié)旋鈕(通常位于***體垂直位置)控制噴涂扇面寬度:逆時(shí)針旋轉(zhuǎn)擴(kuò)大噴幅,適用于大面積工件;順時(shí)針旋轉(zhuǎn)縮小噴幅,適用于精細(xì)噴涂38;在試噴板上觀察扇面均勻性,要求邊緣無(wú)拖尾、中部無(wú)堆積57。5. 試噴與微調(diào)噴涂距離保持:傳統(tǒng)噴槍18-23cm,HVLP噴槍13-17cm34;觀察霧化效果:合格霧化顆粒應(yīng)呈均勻云霧狀,無(wú)“流星線”或“魚眼”缺陷;根據(jù)涂層厚度動(dòng)態(tài)微調(diào),若出現(xiàn)橘皮紋則需降低氣壓0.1-0.3巴56。在汽車零部件廠案例中,設(shè)備自動(dòng)接收訂單信息并切換生產(chǎn)參數(shù),使多型號(hào)混線生產(chǎn)切換時(shí)間從45分鐘縮短。南京全自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂
時(shí)數(shù)據(jù)監(jiān)控系統(tǒng)實(shí)現(xiàn)工藝參數(shù)可視化,便于質(zhì)量追溯分析。南京全自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂
9. 極端環(huán)境適應(yīng):-30℃至80℃的全溫域作戰(zhàn)在北方軌道車輛制造基地,匠誠(chéng)特制噴涂房配備雙級(jí)溫控系統(tǒng),可在-25℃環(huán)境下維持涂料恒溫35±2℃。某高鐵車廂生產(chǎn)線使用后,冬季漆膜干燥時(shí)間從8小時(shí)縮短至2.5小時(shí),且徹底消除因低溫導(dǎo)致的橘皮現(xiàn)象。針對(duì)熱帶地區(qū)電子工廠,設(shè)備內(nèi)置的冷凝除濕模塊可將噴涂環(huán)境濕度穩(wěn)定控制在45%RH±5%,確保電路板三防漆噴涂無(wú)氣泡。10. 材料全能手:從水性漆到陶瓷涂層的無(wú)縫切換匠誠(chéng)多材料處理系統(tǒng)攻克了陶瓷涂料高粘度(≥1800cP)輸送難題,在廚具不粘涂層生產(chǎn)線實(shí)現(xiàn)每分鐘12件的噴涂效率。專利設(shè)計(jì)的自加熱供料管路可將環(huán)氧樹脂溫度波動(dòng)控制在±1.5℃,避免固化劑提前反應(yīng)。某衛(wèi)浴企業(yè)轉(zhuǎn)型智能馬桶生產(chǎn)時(shí),*用3天便完成從普通亮光漆到***涂層的全線切換,節(jié)省設(shè)備改造費(fèi)用280萬(wàn)元。南京全自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂
 鎮(zhèn)江專業(yè)技術(shù)提供商噴漆涂裝流水線設(shè)備生產(chǎn)廠家 推薦咨詢 杭州市匠誠(chéng)新風(fēng)供應(yīng)
鎮(zhèn)江專業(yè)技術(shù)提供商噴漆涂裝流水線設(shè)備生產(chǎn)廠家 推薦咨詢 杭州市匠誠(chéng)新風(fēng)供應(yīng)
面議
 揚(yáng)州油漆噴漆噴涂噴漆涂裝流水線專業(yè)設(shè)備廠家 客戶至上 杭州市匠誠(chéng)新風(fēng)供應(yīng)
揚(yáng)州油漆噴漆噴涂噴漆涂裝流水線專業(yè)設(shè)備廠家 客戶至上 杭州市匠誠(chéng)新風(fēng)供應(yīng)
面議
 南京非標(biāo)自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂 值得信賴 杭州市匠誠(chéng)新風(fēng)供應(yīng)
南京非標(biāo)自動(dòng)化噴漆涂裝流水線機(jī)械手自動(dòng)噴涂 值得信賴 杭州市匠誠(chéng)新風(fēng)供應(yīng)
面議
 常州附近哪里有噴漆涂裝流水線大幅度解放人力 鑄造輝煌 杭州市匠誠(chéng)新風(fēng)供應(yīng)
常州附近哪里有噴漆涂裝流水線大幅度解放人力 鑄造輝煌 杭州市匠誠(chéng)新風(fēng)供應(yīng)
面議
 揚(yáng)州涂裝設(shè)備噴漆涂裝流水線提供涂裝解決方案 歡迎來(lái)電 杭州市匠誠(chéng)新風(fēng)供應(yīng)
揚(yáng)州涂裝設(shè)備噴漆涂裝流水線提供涂裝解決方案 歡迎來(lái)電 杭州市匠誠(chéng)新風(fēng)供應(yīng)
面議