常州涂裝設(shè)備噴漆涂裝流水線高效高質(zhì)量噴漆方案 客戶至上 杭州市匠誠新風(fēng)供應(yīng)
發(fā)貨地點(diǎn):浙江省杭州市
發(fā)布時(shí)間:2025-05-07

發(fā)貨地點(diǎn):浙江省杭州市
發(fā)布時(shí)間:2025-05-07
自動(dòng)化噴漆設(shè)備的主要技術(shù)難點(diǎn)1. 復(fù)雜表面適配與涂層均勻性控制超大工件處理:尺寸超過10米的構(gòu)件存在凹凸差異和焊接變形,需動(dòng)態(tài)調(diào)整噴涂路徑以覆蓋復(fù)雜曲面,否則易出現(xiàn)漏噴或厚度不均(偏差超30μm)13。工藝多樣性挑戰(zhàn):不同材質(zhì)(鋼材/復(fù)合材料)和功能需求(防腐/裝飾)要求快速切換噴涂參數(shù)(壓力、黏度、層數(shù)),現(xiàn)有系統(tǒng)柔性不足導(dǎo)致?lián)Q型耗時(shí)增加50%34。動(dòng)態(tài)軌跡規(guī)劃:需結(jié)合三維點(diǎn)云掃描與實(shí)時(shí)路徑修正,避免因構(gòu)件固定姿態(tài)產(chǎn)生的盲區(qū)(如船體外殼的艙室結(jié)構(gòu))13。空調(diào)系統(tǒng)占噴漆室總能耗60%,循環(huán)風(fēng)利用與新風(fēng)補(bǔ)充的平衡策略仍需優(yōu)化。常州涂裝設(shè)備噴漆涂裝流水線高效高質(zhì)量噴漆方案
3. 自動(dòng)化系統(tǒng)協(xié)同與穩(wěn)定性多設(shè)備聯(lián)動(dòng)瓶頸:噴涂機(jī)器人與輸送線、烘干爐的時(shí)序誤差超過1秒會(huì)導(dǎo)致工件堆積,需通過OPC UA協(xié)議實(shí)現(xiàn)毫秒級信號同步46。定位精度不足:吊裝工件停止位偏差達(dá)±5cm,需采用激光定位+視覺糾偏系統(tǒng)將定位精度提升至±1mm13。突發(fā)狀況響應(yīng):異物附著或涂層瑕疵的識別延遲超5秒,現(xiàn)有系統(tǒng)依賴人工干預(yù),智能診斷覆蓋率不足60%38。4. 環(huán)境控制與設(shè)備可靠性粉塵/腐蝕防護(hù):鑄造車間PM10濃度>10mg/m時(shí),普通設(shè)備壽命縮短50%,需IP67防護(hù)等級+氣密封**部件36。壓縮空氣質(zhì)量:未配置雙級油水分離器會(huì)導(dǎo)致雜質(zhì)混入涂層,引發(fā)失光或附著力下降(合格率降低20%)47。能耗矛盾:空調(diào)系統(tǒng)占噴涂室總能耗60%,循環(huán)風(fēng)利用與新風(fēng)補(bǔ)充的平衡策略仍不成熟68。5. 智能化升級與數(shù)據(jù)應(yīng)用工藝參數(shù)優(yōu)化:缺乏多維度數(shù)據(jù)模型(如壓力-溫度曲線庫),新訂單調(diào)試周期長達(dá)3-5天36。缺陷檢測滯后:傳統(tǒng)視覺系統(tǒng)對隱裂、氣泡的識別率*75%,需結(jié)合AI算法與缺陷樣本庫提升至95%78。維護(hù)成本高:噴嘴堵塞/磨損占故障35%,人工巡檢導(dǎo)致產(chǎn)線年損失超10萬元,智能預(yù)警覆蓋率不足40%48。常州涂裝設(shè)備噴漆涂裝流水線高效高質(zhì)量噴漆方案:VOCs排放需結(jié)合活性炭吸附+催化燃燒系統(tǒng),但高濕度環(huán)境(>70%)易降低凈化效率,增加能耗。
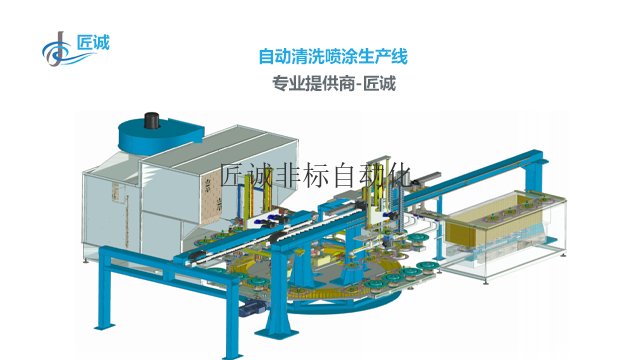
6.秒級切換:多品類混線生產(chǎn)的柔性升級匠誠智能清洗線搭載磁懸浮輸送系統(tǒng),支持2分鐘內(nèi)完成汽車鋁輪轂與工程機(jī)械配件的生產(chǎn)切換。某代工廠引入后,處理品類從單一品類擴(kuò)展至87種異形件,設(shè)備OEE(綜合效率)仍保持92%以上。動(dòng)態(tài)壓力補(bǔ)償技術(shù)更實(shí)現(xiàn)不同材質(zhì)工件的差異化清洗,鑄鋁件與塑料件的混線生產(chǎn)效率提升3倍。7.**級防護(hù):腐蝕性介質(zhì)清洗設(shè)備壽命延長5倍針對酸洗工序需求,匠誠開發(fā)出全氟醚橡膠密封系統(tǒng),可在70℃濃硫酸環(huán)境中持續(xù)作業(yè)8000小時(shí)。某電鍍廠應(yīng)用后,槽體維護(hù)周期從3個(gè)月延長至2年,備件成本降低76%。設(shè)備內(nèi)壁的激光熔覆碳化鎢涂層,更使高壓噴淋系統(tǒng)在含磨料介質(zhì)中的磨損率降低至0.01mm/千小時(shí)。8.數(shù)據(jù)賦能:預(yù)測性維護(hù)降低73%意外停機(jī)通過振動(dòng)傳感器與流量計(jì)的數(shù)據(jù)融合,匠誠烘干設(shè)備可提前14天預(yù)警風(fēng)機(jī)軸承故障。某陶瓷廠接入工業(yè)互聯(lián)網(wǎng)平臺后,年度計(jì)劃外停機(jī)時(shí)間從86小時(shí)減至23小時(shí)。AI算法還能根據(jù)歷史數(shù)據(jù)優(yōu)化烘干曲線,使衛(wèi)浴陶瓷燒成合格率從88%提升至99.2%,能耗波動(dòng)率控制在±1.8%。
在航空航天部件噴涂中,匠誠五軸聯(lián)動(dòng)機(jī)器人搭載激光測厚儀,實(shí)時(shí)修正鈦合金蒙皮的隔熱涂層厚度。某衛(wèi)星制造基地實(shí)測數(shù)據(jù)顯示,設(shè)備在曲面構(gòu)件上的膜厚波動(dòng)范圍從±15μm壓縮至±3μm,滿足NASA-STD-5009B標(biāo)準(zhǔn)對熱控涂層的嚴(yán)苛要求。這種納米級控制能力同樣適用于醫(yī)療器械的***涂層,確保人工關(guān)節(jié)表面銀離子鍍層均勻度達(dá)99.7%。7. 色彩**:20000種潘通色號的精細(xì)復(fù)現(xiàn)針對家電行業(yè)的個(gè)性化定制需求,匠誠智能配色系統(tǒng)整合分光光度計(jì)與大數(shù)據(jù)算法,可在18秒內(nèi)完成客戶指定色樣的光譜分析,并自動(dòng)生成噴涂參數(shù)。某**廚電品牌使用后,特殊效果漆(珠光/金屬質(zhì)感)的首樣通過率從63%躍升至98%,換色清洗耗材成本降低42%。系統(tǒng)內(nèi)置的色差預(yù)警功能,更將批次間ΔE值穩(wěn)定控制在0.8以內(nèi)。8. 云智聯(lián):遠(yuǎn)程診斷讓故障響應(yīng)提速5倍通過IoT物聯(lián)網(wǎng)平臺,匠誠設(shè)備運(yùn)行數(shù)據(jù)實(shí)時(shí)上傳至云端**系統(tǒng)。當(dāng)某汽車配件廠噴涂機(jī)器人出現(xiàn)軌跡偏移時(shí),杭州技術(shù)中心在137秒內(nèi)完成故障代碼解析,并遠(yuǎn)程推送運(yùn)動(dòng)參數(shù)修正包,避免價(jià)值230萬元的車架組報(bào)廢。設(shè)備預(yù)測性維護(hù)模塊還能根據(jù)電機(jī)振動(dòng)頻譜,提前14天預(yù)警軸承磨損風(fēng)險(xiǎn),使非計(jì)劃停機(jī)率下降76%。機(jī)器人需實(shí)時(shí)計(jì)算運(yùn)動(dòng)軌跡,避免因構(gòu)件尺寸龐大或固定姿態(tài)導(dǎo)致的噴涂盲區(qū)。
自動(dòng)化噴漆設(shè)備噴槍技術(shù)難點(diǎn)分析1. 霧化效果與噴涂均勻性控制涂料黏度動(dòng)態(tài)調(diào)節(jié):噴涂過程中涂料黏度波動(dòng)(±5%偏差)會(huì)導(dǎo)致霧化顆粒直徑差異超20μm,引發(fā)起粒或橘皮缺陷,需通過閉環(huán)黏度控制系統(tǒng)實(shí)時(shí)調(diào)整稀釋劑配比35。氣帽/噴嘴協(xié)同優(yōu)化:氣帽霧化孔堵塞或噴嘴磨損(口徑偏差>0.1mm)會(huì)造成噴幅分裂或偏移,需采用自清潔氣帽設(shè)計(jì)(如超聲波振動(dòng)模塊)和碳化鎢耐磨涂層噴嘴47。壓力精細(xì)調(diào)控:噴涂壓力波動(dòng)超±0.2MPa時(shí),涂層厚度偏差可達(dá)30μm,需集成高精度調(diào)壓閥(控制精度±0.05MPa)與氣壓實(shí)時(shí)補(bǔ)償算法45。接入行業(yè)云平臺(如汽車零部件質(zhì)量追溯鏈),實(shí)現(xiàn)設(shè)備數(shù)據(jù)與供應(yīng)鏈系統(tǒng)的雙向校驗(yàn)。常州涂裝設(shè)備噴漆涂裝流水線高效高質(zhì)量噴漆方案
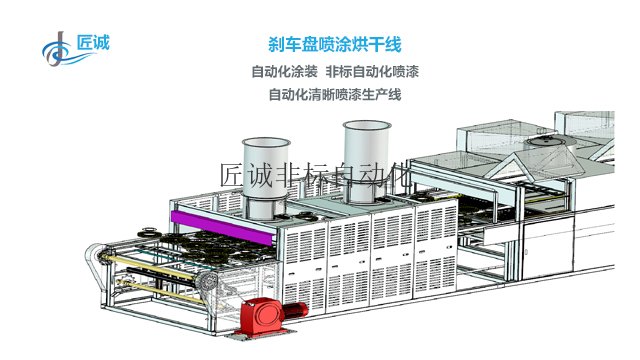
我們的噴涂自動(dòng)化生產(chǎn)線,以其高效、準(zhǔn)和可靠性著稱,為各種規(guī)模的噴涂作業(yè)提供完美的解決方案。常州涂裝設(shè)備噴漆涂裝流水線高效高質(zhì)量噴漆方案
5.每周檢查一次噴漆機(jī)的鏈輪、鏈條潤滑情況及鏈條是否張緊,如有松弛,可調(diào)整張緊輪拉緊鏈條。6.定期更換噴漆機(jī)滾刷箱內(nèi)的清洗溶劑,并***沉淀在箱內(nèi)和滾刷上的漆污。7.定期或經(jīng)常性***殘留在線條噴漆機(jī)輸送帶上的漆污。8.噴槍要經(jīng)常保持清潔,小心清洗。除故障或更換備件外,不要隨意分解噴槍。9.不要使噴槍掉落地上或受到其它物體撞擊。10.噴嘴是噴槍的重要組件,是噴槍的關(guān)鍵,要維護(hù)保養(yǎng)好噴嘴,不使其受到任何損傷。每次作業(yè)結(jié)束時(shí),都要認(rèn)真清洗。11.清洗噴嘴堵塞時(shí),不可使用鐵絲等金屬穿戳,應(yīng)先以溶劑浸泡后,再用壓縮空氣吹,不可使用金屬刷清洗噴嘴。12.噴嘴在作業(yè)過程中也要時(shí)常清洗,否則附在噴嘴部分的涂料會(huì)影響噴涂質(zhì)量。13.使用后要及時(shí)清理噴漆機(jī)上面的油漆,以及回收剩余油漆。***是做好噴漆機(jī)本身的清理和保養(yǎng)工作,這也是相當(dāng)重要的,千萬不能敷衍了事。常州涂裝設(shè)備噴漆涂裝流水線高效高質(zhì)量噴漆方案